 The compressive strength of titanium and its alloys is not lower than their tensile strength. The compressive yield strength and tensile yield strength of industrial pure titanium are approximately equal, while the compressive strength of Ti-6Al-4V and Ti-5Al-2.5Sn alloys is slightly higher than the tensile strength. The shear strength is generally 60%-70% of the tensile strength. The compressive yield strength of titanium and titanium alloy sheets is 1.2-2.0 times of the tensile strength. In normal atmosphere, the rupture strength of processed and annealed titanium and titanium alloys is (0.5-0.65) times the tensile strength. The durable strength of annealed Ti-6Al-4V was 0.2 times of tensile strength when 107 fatigue tests were carried out in notch state (Kt=3.9). The hardness of the highest purity processed industrial pure titanium is usually less than 120HB, while the hardness of other purity processed titanium is 200-295HB. The hardness of pure titanium castings is 200-220 HB. The hardness of titanium alloy under annealing is 32-38HRC, which is equivalent to 298-349HB. The hardness of as-cast Ti-5Al-2.5Sn and Ti-6Al-4V alloys is 320HB, and that of low gap impurity Ti-6Al-4V castings is 310HB. Tensile elastic modulus of industrial pure titanium is 105-109 GPa, and that of most titanium alloys is 110-120 GPa under return condition. Age hardening titanium alloy has a slightly higher tensile modulus than annealed titanium alloy, and the compressive modulus is equal to or greater than the tensile modulus. Although the stiffness of titanium and titanium alloys is much higher than that of aluminium and aluminium alloys, it is only 55% of that of iron. The specific modulus of elasticity of titanium alloys is the same as that of aluminium alloys, which is second only to beryllium, molybdenum and some superalloys. The torsional or shear modulus of industrial pure titanium is 46 GPa, and the shear modulus of titanium alloy is 43-51 GPa. In order to improve the strength of titanium alloy and increase the content of interstitial elements, the impact resistance and fracture toughness of the alloy will be harmful. According to the different types and states of titanium alloys, the impact strength of Charles notch of industrial pure titanium is 15-54J/cm2, and the casting state is 4-10J/cm2. The impact strength of titanium alloy under annealing is 13-25.8J/cm2, and the aging state is slightly lower. The impact strength of Cast Ti-5Al-2.5Sn alloy with V-notch is 10J/cm2, and that of Ti-6Al-4V alloy is 20-23J/cm2. The lower the oxygen content is, the higher the value is. Many titanium alloys have high fracture toughness, or good crack propagation resistance. The annealed Ti-6Al-4V alloy is a kind of material with excellent toughness. When notch concentration factor Kt = 25.4mm, the ratio of notch tensile strength to non-notch tensile strength is greater than 1. Titanium alloys can also maintain certain properties at high temperatures. General industrial titanium alloys can maintain their useful properties at 540 C, but they can only be used for a short time. The temperature range for a long time is 450 – 480 C. Titanium alloys for use at 600 C have been developed. Titanium alloys can be used as missile materials for a long time at 540 C and for a short time at 760 C. Titanium and titanium alloys can maintain their original mechanical properties at low and ultra-low temperatures. With the decrease of temperature, the strength and ductility of titanium and titanium alloys increase gradually. Many annealed titanium alloys have sufficient ductility and fracture toughness at – 195.5 C. Ti-5Al-2.5Sn alloy with very few interstitial elements can be used at – 252.7 C. The ratio of notched tensile strength to non-notched tensile strength is 0.95-1.15 at – 25.7 C. Liquid oxygen, liquid hydrogen and liquid fluorine are important propellants for missiles and cosmic devices. The low temperature properties of materials used to make cryogenic gas containers and cryogenic structures are very important. The ductility of titanium alloy is still above 5% when the microstructure is equiaxed and the content of interstitial elements (oxygen, nitrogen, hydrogen, etc.) is very low. Most titanium alloys have poor ductility at – 252.7 C, while the elongation of Ti-6Al-4V alloys can reach 12%.
The compressive strength of titanium and its alloys is not lower than their tensile strength. The compressive yield strength and tensile yield strength of industrial pure titanium are approximately equal, while the compressive strength of Ti-6Al-4V and Ti-5Al-2.5Sn alloys is slightly higher than the tensile strength. The shear strength is generally 60%-70% of the tensile strength. The compressive yield strength of titanium and titanium alloy sheets is 1.2-2.0 times of the tensile strength. In normal atmosphere, the rupture strength of processed and annealed titanium and titanium alloys is (0.5-0.65) times the tensile strength. The durable strength of annealed Ti-6Al-4V was 0.2 times of tensile strength when 107 fatigue tests were carried out in notch state (Kt=3.9). The hardness of the highest purity processed industrial pure titanium is usually less than 120HB, while the hardness of other purity processed titanium is 200-295HB. The hardness of pure titanium castings is 200-220 HB. The hardness of titanium alloy under annealing is 32-38HRC, which is equivalent to 298-349HB. The hardness of as-cast Ti-5Al-2.5Sn and Ti-6Al-4V alloys is 320HB, and that of low gap impurity Ti-6Al-4V castings is 310HB. Tensile elastic modulus of industrial pure titanium is 105-109 GPa, and that of most titanium alloys is 110-120 GPa under return condition. Age hardening titanium alloy has a slightly higher tensile modulus than annealed titanium alloy, and the compressive modulus is equal to or greater than the tensile modulus. Although the stiffness of titanium and titanium alloys is much higher than that of aluminium and aluminium alloys, it is only 55% of that of iron. The specific modulus of elasticity of titanium alloys is the same as that of aluminium alloys, which is second only to beryllium, molybdenum and some superalloys. The torsional or shear modulus of industrial pure titanium is 46 GPa, and the shear modulus of titanium alloy is 43-51 GPa. In order to improve the strength of titanium alloy and increase the content of interstitial elements, the impact resistance and fracture toughness of the alloy will be harmful. According to the different types and states of titanium alloys, the impact strength of Charles notch of industrial pure titanium is 15-54J/cm2, and the casting state is 4-10J/cm2. The impact strength of titanium alloy under annealing is 13-25.8J/cm2, and the aging state is slightly lower. The impact strength of Cast Ti-5Al-2.5Sn alloy with V-notch is 10J/cm2, and that of Ti-6Al-4V alloy is 20-23J/cm2. The lower the oxygen content is, the higher the value is. Many titanium alloys have high fracture toughness, or good crack propagation resistance. The annealed Ti-6Al-4V alloy is a kind of material with excellent toughness. When notch concentration factor Kt = 25.4mm, the ratio of notch tensile strength to non-notch tensile strength is greater than 1. Titanium alloys can also maintain certain properties at high temperatures. General industrial titanium alloys can maintain their useful properties at 540 C, but they can only be used for a short time. The temperature range for a long time is 450 – 480 C. Titanium alloys for use at 600 C have been developed. Titanium alloys can be used as missile materials for a long time at 540 C and for a short time at 760 C. Titanium and titanium alloys can maintain their original mechanical properties at low and ultra-low temperatures. With the decrease of temperature, the strength and ductility of titanium and titanium alloys increase gradually. Many annealed titanium alloys have sufficient ductility and fracture toughness at – 195.5 C. Ti-5Al-2.5Sn alloy with very few interstitial elements can be used at – 252.7 C. The ratio of notched tensile strength to non-notched tensile strength is 0.95-1.15 at – 25.7 C. Liquid oxygen, liquid hydrogen and liquid fluorine are important propellants for missiles and cosmic devices. The low temperature properties of materials used to make cryogenic gas containers and cryogenic structures are very important. The ductility of titanium alloy is still above 5% when the microstructure is equiaxed and the content of interstitial elements (oxygen, nitrogen, hydrogen, etc.) is very low. Most titanium alloys have poor ductility at – 252.7 C, while the elongation of Ti-6Al-4V alloys can reach 12%.Mechanical Properties of Titanium and Titanium Alloy Processing Materials
The tensile strength of pure titanium is 265-353 MPa, and that of general titanium alloy is 686-1176 MPa, up to 1764 MPa at present. Titanium alloys have the same strength as many steels, but much better strength than titanium alloys. Here, specific strength refers to the strength of a material divided by its apparent density, also known as strength-weight ratio. The international unit of specific strength is (N/m2)/(kg/m3) or N.m/kg. The ratio of tensile strength to apparent density of materials is called specific strength. The ratio of strength (tension) to density at fracture point. The compressive strength of titanium and its alloys is not lower than their tensile strength. The compressive yield strength and tensile yield strength of industrial pure titanium are approximately equal, while the compressive strength of Ti-6Al-4V and Ti-5Al-2.5Sn alloys is slightly higher than the tensile strength. The shear strength is generally 60%-70% of the tensile strength. The compressive yield strength of titanium and titanium alloy sheets is 1.2-2.0 times of the tensile strength. In normal atmosphere, the rupture strength of processed and annealed titanium and titanium alloys is (0.5-0.65) times the tensile strength. The durable strength of annealed Ti-6Al-4V was 0.2 times of tensile strength when 107 fatigue tests were carried out in notch state (Kt=3.9). The hardness of the highest purity processed industrial pure titanium is usually less than 120HB, while the hardness of other purity processed titanium is 200-295HB. The hardness of pure titanium castings is 200-220 HB. The hardness of titanium alloy under annealing is 32-38HRC, which is equivalent to 298-349HB. The hardness of as-cast Ti-5Al-2.5Sn and Ti-6Al-4V alloys is 320HB, and that of low gap impurity Ti-6Al-4V castings is 310HB. Tensile elastic modulus of industrial pure titanium is 105-109 GPa, and that of most titanium alloys is 110-120 GPa under return condition. Age hardening titanium alloy has a slightly higher tensile modulus than annealed titanium alloy, and the compressive modulus is equal to or greater than the tensile modulus. Although the stiffness of titanium and titanium alloys is much higher than that of aluminium and aluminium alloys, it is only 55% of that of iron. The specific modulus of elasticity of titanium alloys is the same as that of aluminium alloys, which is second only to beryllium, molybdenum and some superalloys. The torsional or shear modulus of industrial pure titanium is 46 GPa, and the shear modulus of titanium alloy is 43-51 GPa. In order to improve the strength of titanium alloy and increase the content of interstitial elements, the impact resistance and fracture toughness of the alloy will be harmful. According to the different types and states of titanium alloys, the impact strength of Charles notch of industrial pure titanium is 15-54J/cm2, and the casting state is 4-10J/cm2. The impact strength of titanium alloy under annealing is 13-25.8J/cm2, and the aging state is slightly lower. The impact strength of Cast Ti-5Al-2.5Sn alloy with V-notch is 10J/cm2, and that of Ti-6Al-4V alloy is 20-23J/cm2. The lower the oxygen content is, the higher the value is. Many titanium alloys have high fracture toughness, or good crack propagation resistance. The annealed Ti-6Al-4V alloy is a kind of material with excellent toughness. When notch concentration factor Kt = 25.4mm, the ratio of notch tensile strength to non-notch tensile strength is greater than 1. Titanium alloys can also maintain certain properties at high temperatures. General industrial titanium alloys can maintain their useful properties at 540 C, but they can only be used for a short time. The temperature range for a long time is 450 – 480 C. Titanium alloys for use at 600 C have been developed. Titanium alloys can be used as missile materials for a long time at 540 C and for a short time at 760 C. Titanium and titanium alloys can maintain their original mechanical properties at low and ultra-low temperatures. With the decrease of temperature, the strength and ductility of titanium and titanium alloys increase gradually. Many annealed titanium alloys have sufficient ductility and fracture toughness at – 195.5 C. Ti-5Al-2.5Sn alloy with very few interstitial elements can be used at – 252.7 C. The ratio of notched tensile strength to non-notched tensile strength is 0.95-1.15 at – 25.7 C. Liquid oxygen, liquid hydrogen and liquid fluorine are important propellants for missiles and cosmic devices. The low temperature properties of materials used to make cryogenic gas containers and cryogenic structures are very important. The ductility of titanium alloy is still above 5% when the microstructure is equiaxed and the content of interstitial elements (oxygen, nitrogen, hydrogen, etc.) is very low. Most titanium alloys have poor ductility at – 252.7 C, while the elongation of Ti-6Al-4V alloys can reach 12%.
The compressive strength of titanium and its alloys is not lower than their tensile strength. The compressive yield strength and tensile yield strength of industrial pure titanium are approximately equal, while the compressive strength of Ti-6Al-4V and Ti-5Al-2.5Sn alloys is slightly higher than the tensile strength. The shear strength is generally 60%-70% of the tensile strength. The compressive yield strength of titanium and titanium alloy sheets is 1.2-2.0 times of the tensile strength. In normal atmosphere, the rupture strength of processed and annealed titanium and titanium alloys is (0.5-0.65) times the tensile strength. The durable strength of annealed Ti-6Al-4V was 0.2 times of tensile strength when 107 fatigue tests were carried out in notch state (Kt=3.9). The hardness of the highest purity processed industrial pure titanium is usually less than 120HB, while the hardness of other purity processed titanium is 200-295HB. The hardness of pure titanium castings is 200-220 HB. The hardness of titanium alloy under annealing is 32-38HRC, which is equivalent to 298-349HB. The hardness of as-cast Ti-5Al-2.5Sn and Ti-6Al-4V alloys is 320HB, and that of low gap impurity Ti-6Al-4V castings is 310HB. Tensile elastic modulus of industrial pure titanium is 105-109 GPa, and that of most titanium alloys is 110-120 GPa under return condition. Age hardening titanium alloy has a slightly higher tensile modulus than annealed titanium alloy, and the compressive modulus is equal to or greater than the tensile modulus. Although the stiffness of titanium and titanium alloys is much higher than that of aluminium and aluminium alloys, it is only 55% of that of iron. The specific modulus of elasticity of titanium alloys is the same as that of aluminium alloys, which is second only to beryllium, molybdenum and some superalloys. The torsional or shear modulus of industrial pure titanium is 46 GPa, and the shear modulus of titanium alloy is 43-51 GPa. In order to improve the strength of titanium alloy and increase the content of interstitial elements, the impact resistance and fracture toughness of the alloy will be harmful. According to the different types and states of titanium alloys, the impact strength of Charles notch of industrial pure titanium is 15-54J/cm2, and the casting state is 4-10J/cm2. The impact strength of titanium alloy under annealing is 13-25.8J/cm2, and the aging state is slightly lower. The impact strength of Cast Ti-5Al-2.5Sn alloy with V-notch is 10J/cm2, and that of Ti-6Al-4V alloy is 20-23J/cm2. The lower the oxygen content is, the higher the value is. Many titanium alloys have high fracture toughness, or good crack propagation resistance. The annealed Ti-6Al-4V alloy is a kind of material with excellent toughness. When notch concentration factor Kt = 25.4mm, the ratio of notch tensile strength to non-notch tensile strength is greater than 1. Titanium alloys can also maintain certain properties at high temperatures. General industrial titanium alloys can maintain their useful properties at 540 C, but they can only be used for a short time. The temperature range for a long time is 450 – 480 C. Titanium alloys for use at 600 C have been developed. Titanium alloys can be used as missile materials for a long time at 540 C and for a short time at 760 C. Titanium and titanium alloys can maintain their original mechanical properties at low and ultra-low temperatures. With the decrease of temperature, the strength and ductility of titanium and titanium alloys increase gradually. Many annealed titanium alloys have sufficient ductility and fracture toughness at – 195.5 C. Ti-5Al-2.5Sn alloy with very few interstitial elements can be used at – 252.7 C. The ratio of notched tensile strength to non-notched tensile strength is 0.95-1.15 at – 25.7 C. Liquid oxygen, liquid hydrogen and liquid fluorine are important propellants for missiles and cosmic devices. The low temperature properties of materials used to make cryogenic gas containers and cryogenic structures are very important. The ductility of titanium alloy is still above 5% when the microstructure is equiaxed and the content of interstitial elements (oxygen, nitrogen, hydrogen, etc.) is very low. Most titanium alloys have poor ductility at – 252.7 C, while the elongation of Ti-6Al-4V alloys can reach 12%.
 Titanium pot is a pot made of 99.5% titanium metal as contact layer, pure aluminum as intermediate layer, magnetic conductive 430 stainless steel as bottom layer, three-layer composite structure, and integrated pressing. Why not use pure titanium single layer structure to make pots? That’s because both thermal conductivity (good thermal conductivity of aluminium) and magnetic conductivity (suitable for 430 stainless steel induction cooker) should be considered. Titanium pot boiling: Although titanium pot has no coating and rust-proof film, the boiling process is also essential! The newly purchased titanium pot is cleaned with detergent first, then rinsed with hot water to remove impurities such as oil and floating ash. Then pour water into the pot, add a little white vinegar, put it on the stove to boil, turn off the fire, and rinse with hot water to remove impurities such as metal and oil. The washed titanium pot is placed on the stove again. After drying and removing the water, turn off the fire. Pour a little cooking oil while the pot is warm. Spread the cooking oil evenly on the inner wall of the pot with a soft cloth. Or it is better to apply lard evenly for 1-2 hours or more. Use of titanium pot: Titanium pot has excellent thermal conductivity and energy storage. When used, medium and small fires have the effect of general pots and large fires. Medium and small fires can meet the needs of daily cooking. (Except for the effect of stir-frying). When oil is poured into the medium-hot pot, it turns into a small fire or keeps the medium-heat cooking. Cooking and energy saving save time and less oil fume. In addition, titanium is very active, with the increase of the number of times used, the oxide film on the surface will become thicker, and the more used, the better. Titanium pot maintenance: scientific use of titanium pot is very important. First heat the pan, then pour the oil, then heat the oil and add the food. It’s not so easy to stick to the pan. Uncertain that the pot is not hot enough, you can do a simple test with water: drop a small drop of water (1/8 teaspoon) into the pot, if the water touches the pot, it immediately becomes a drop of water, and slides along the surface of the pot, your pot has been preheated, you can pour oil! Titanium pot has many advantages, making it the most popular health pot. A healthy titanium pot can ensure the safety of a family for a lifetime!
Titanium pot is a pot made of 99.5% titanium metal as contact layer, pure aluminum as intermediate layer, magnetic conductive 430 stainless steel as bottom layer, three-layer composite structure, and integrated pressing. Why not use pure titanium single layer structure to make pots? That’s because both thermal conductivity (good thermal conductivity of aluminium) and magnetic conductivity (suitable for 430 stainless steel induction cooker) should be considered. Titanium pot boiling: Although titanium pot has no coating and rust-proof film, the boiling process is also essential! The newly purchased titanium pot is cleaned with detergent first, then rinsed with hot water to remove impurities such as oil and floating ash. Then pour water into the pot, add a little white vinegar, put it on the stove to boil, turn off the fire, and rinse with hot water to remove impurities such as metal and oil. The washed titanium pot is placed on the stove again. After drying and removing the water, turn off the fire. Pour a little cooking oil while the pot is warm. Spread the cooking oil evenly on the inner wall of the pot with a soft cloth. Or it is better to apply lard evenly for 1-2 hours or more. Use of titanium pot: Titanium pot has excellent thermal conductivity and energy storage. When used, medium and small fires have the effect of general pots and large fires. Medium and small fires can meet the needs of daily cooking. (Except for the effect of stir-frying). When oil is poured into the medium-hot pot, it turns into a small fire or keeps the medium-heat cooking. Cooking and energy saving save time and less oil fume. In addition, titanium is very active, with the increase of the number of times used, the oxide film on the surface will become thicker, and the more used, the better. Titanium pot maintenance: scientific use of titanium pot is very important. First heat the pan, then pour the oil, then heat the oil and add the food. It’s not so easy to stick to the pan. Uncertain that the pot is not hot enough, you can do a simple test with water: drop a small drop of water (1/8 teaspoon) into the pot, if the water touches the pot, it immediately becomes a drop of water, and slides along the surface of the pot, your pot has been preheated, you can pour oil! Titanium pot has many advantages, making it the most popular health pot. A healthy titanium pot can ensure the safety of a family for a lifetime! 
 Titanium alloy is an ideal armor material only in terms of performance. We know that armored steel is mainly used as armor in armored vehicles, while some light vehicles, such as infantry chariots, paratroopers and armored conveyors, use aluminum alloy armor to reduce weight. However, the hardness and specific strength of aluminium alloy armor are much lower than that of steel, and it can not withstand high temperature. When hit by armor-piercing projectiles, it will produce toxic gases locally. But after all, aluminium alloy is very light. When it is used as armor, under the premise of the same protective force for armor-piercing projectiles, the thickness of aluminium alloy is much higher than that of steel, but the weight can be lighter. But titanium alloys also have a fatal defect, which is expensive. This is expensive, on the one hand, the high-performance titanium alloy material itself is very expensive; on the other hand, more importantly, it is difficult to process titanium alloys, especially titanium alloy welding, which is very difficult. Generally speaking, the price of titanium alloy armor with the same protective force is 10-20 times higher than that of steel. So for a long time, the use of titanium alloy armor is generally in the aircraft and individual body armor. The Soviet Union used titanium alloy to make pressure hulls of submarines. As a result, the “Serra” class nuclear submarine is called “goldfish”, and its cost per ton exceeds the price of gold of the same weight. Only three countries in the world, China, the United States and Russia, have carried out special research on marine titanium alloys and established their own marine titanium alloys system. Moreover, titanium alloys have some defects. According to the related papers, under specific load conditions, projectiles only need a very small amount of energy to cause the destruction of titanium alloy armor, so it is not scientific to completely replace steel with titanium alloys even if it is rich. By the 1990s, some changes had taken place in titanium alloy armor. Represented by the United States, many countries began to study low-cost titanium alloys used in armored vehicles related technology. The price of titanium alloy armor has been reduced by about 40% through the use of new technology and new technology, such as electron beam welding, which finally makes it possible to use titanium alloy materials. The U.S. plan to upgrade M1A2 tanks in the 1990s is to use titanium alloy to make hatch covers, top armor decks, etc. instead of its original steel components, M1 tanks using titanium alloy components can reduce the weight by nearly 500 kg, while the protective force remains unchanged. U.S. military research also points out that the same technology can be used in M2 “Bradley” and M13 armored conveyors, which, of course, needs to be further reduced in the cost of titanium alloy manufacturing. In addition, in the development of EFV Marine Expeditionary Vehicle, the U.S. military also considered using titanium alloy armor, or using titanium alloy to manufacture the vehicle’s mobile system components, to reduce weight. China’s new combat vehicles use titanium alloys to make the body structure, which is obviously better in weight and protection than the previous use of aluminum alloy or steel. So what is this kind of chariot? First of all, it is still in the key technological stage, so it will not be the vehicle that has begun to equip the army. Thus, the 15-type lightweight main battle tank, 05-type amphibious assault vehicle, amphibious infantry chariot family and 04A infantry chariot can be excluded. Weapons and Equipment Group has rich experience in using titanium alloy materials in army weapons. A large number of large titanium alloy parts including titanium alloy shelves are used in the AH-4 type 155 mm ultra-light howitzer. This fact can also illustrate from the side that the Armament Group has a deep foundation in casting, welding and machining of large titanium alloy parts. At the Zhuhai Air Show in 2012, a staff member of the factory interviewed us next to the AH-4 ultra-light artillery with a mysterious smile and said, “After mastering this technology, we will have one hundred links, and there will be more new equipment using titanium alloy in the future, you wait and see.” According to the information disclosed by relevant news, the structure frame material and some armor of new type armored vehicles in China are made of titanium alloy material. This first shows that this is an armored vehicle which has decided to use titanium alloy to make a large number of basic structures from the beginning of design, which is the world’s first.
Titanium alloy is an ideal armor material only in terms of performance. We know that armored steel is mainly used as armor in armored vehicles, while some light vehicles, such as infantry chariots, paratroopers and armored conveyors, use aluminum alloy armor to reduce weight. However, the hardness and specific strength of aluminium alloy armor are much lower than that of steel, and it can not withstand high temperature. When hit by armor-piercing projectiles, it will produce toxic gases locally. But after all, aluminium alloy is very light. When it is used as armor, under the premise of the same protective force for armor-piercing projectiles, the thickness of aluminium alloy is much higher than that of steel, but the weight can be lighter. But titanium alloys also have a fatal defect, which is expensive. This is expensive, on the one hand, the high-performance titanium alloy material itself is very expensive; on the other hand, more importantly, it is difficult to process titanium alloys, especially titanium alloy welding, which is very difficult. Generally speaking, the price of titanium alloy armor with the same protective force is 10-20 times higher than that of steel. So for a long time, the use of titanium alloy armor is generally in the aircraft and individual body armor. The Soviet Union used titanium alloy to make pressure hulls of submarines. As a result, the “Serra” class nuclear submarine is called “goldfish”, and its cost per ton exceeds the price of gold of the same weight. Only three countries in the world, China, the United States and Russia, have carried out special research on marine titanium alloys and established their own marine titanium alloys system. Moreover, titanium alloys have some defects. According to the related papers, under specific load conditions, projectiles only need a very small amount of energy to cause the destruction of titanium alloy armor, so it is not scientific to completely replace steel with titanium alloys even if it is rich. By the 1990s, some changes had taken place in titanium alloy armor. Represented by the United States, many countries began to study low-cost titanium alloys used in armored vehicles related technology. The price of titanium alloy armor has been reduced by about 40% through the use of new technology and new technology, such as electron beam welding, which finally makes it possible to use titanium alloy materials. The U.S. plan to upgrade M1A2 tanks in the 1990s is to use titanium alloy to make hatch covers, top armor decks, etc. instead of its original steel components, M1 tanks using titanium alloy components can reduce the weight by nearly 500 kg, while the protective force remains unchanged. U.S. military research also points out that the same technology can be used in M2 “Bradley” and M13 armored conveyors, which, of course, needs to be further reduced in the cost of titanium alloy manufacturing. In addition, in the development of EFV Marine Expeditionary Vehicle, the U.S. military also considered using titanium alloy armor, or using titanium alloy to manufacture the vehicle’s mobile system components, to reduce weight. China’s new combat vehicles use titanium alloys to make the body structure, which is obviously better in weight and protection than the previous use of aluminum alloy or steel. So what is this kind of chariot? First of all, it is still in the key technological stage, so it will not be the vehicle that has begun to equip the army. Thus, the 15-type lightweight main battle tank, 05-type amphibious assault vehicle, amphibious infantry chariot family and 04A infantry chariot can be excluded. Weapons and Equipment Group has rich experience in using titanium alloy materials in army weapons. A large number of large titanium alloy parts including titanium alloy shelves are used in the AH-4 type 155 mm ultra-light howitzer. This fact can also illustrate from the side that the Armament Group has a deep foundation in casting, welding and machining of large titanium alloy parts. At the Zhuhai Air Show in 2012, a staff member of the factory interviewed us next to the AH-4 ultra-light artillery with a mysterious smile and said, “After mastering this technology, we will have one hundred links, and there will be more new equipment using titanium alloy in the future, you wait and see.” According to the information disclosed by relevant news, the structure frame material and some armor of new type armored vehicles in China are made of titanium alloy material. This first shows that this is an armored vehicle which has decided to use titanium alloy to make a large number of basic structures from the beginning of design, which is the world’s first. 
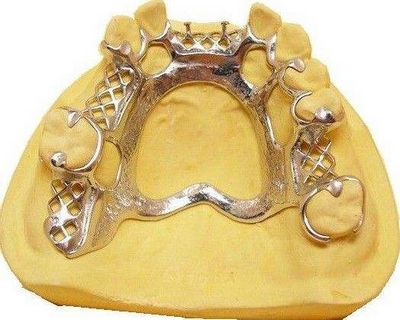 (1) Orthodontics. Orthodontics refers to the science of correcting tooth dislocation by mechanical or functional instruments. In order to correct tooth dislocation, external force must be applied through different instruments. The detachable device consists of separate acrylic acid (PMMA) sheets, which are fixed to the patient’s teeth by filamentary elements. The acrylic sheet is separated and applied to the teeth by expanding screw (rotating shaft with left and right threads). In fixing technology, the fixed object (bracket and oral tube) is used to exert force on the teeth through the filamentous original part. Now, except stainless steel, pure titanium is used for fixing and fixing components because of its light weight and high corrosion resistance. For dental arch wires and spring elements, titanium alloy is particularly noticeable because of its lower modulus of elasticity than stainless steel and higher strength than pure titanium. The tensile strength of Beta-type titanium alloy can reach 1300 MPa after cold deformation. The processability of Beta-type alloy is better, and it can even be produced into fine filamentary components. The mechanical properties of cold-worked grade 4 pure titanium are similar to that of beta alloy, so it can replace beta alloy. In addition, Ti-Ni alloy wire shape memory alloy wire has been applied because of its pseudoelasticity, which is based on stress-induced martensitic transformation. (2) Repair. Dental prosthetics refers to the replacement of defective teeth or other parts with prostheses to reproduce the masticatory, aesthetic and pronunciation functions of teeth. As a new material in dental laboratory, the problem of titanium early processing has been solved, and the application of titanium in dental restoration has become more and more successful. Titanium is used not only as ordinary castings, but also as crowns and bridges with ceramics and teeth. Dental precision casting is often used to process titanium parts. For the large structure of fixed implants, the electrochemical properties of cast titanium are comparable to those of industrialized intraosseous implants, which reduces the electrochemical properties and the harm of electrochemical and corrosion effects. In addition, compared with gold-based alloys, titanium has the advantages of economy. Therefore, it is considered to be an ideal material for composite, permanent and removable restorations. Compared with other alloys with cladding ceramics, the thermal expansion coefficient of titanium is very low, so suitable ceramics need to be embedded. The oxidation degree of titanium increases at high temperature, the grain size and microstructure coarsen, and the beta transformation occurs at 882 C. Therefore, the highest calcination temperature of cladding ceramics on titanium surface is 800 C. (3) Dental implantation. Dental implantation refers to the implantation of artificial pillars into the periosteum or bone to reconstruct the masticatory function, aesthetic characteristics and pronunciation function. In modern dental surgery, intraosseous implants are recognized as a method to replace teeth, create permanent dental pillars and stabilize removable dentures. Titanium and titanium alloy dental implants have been used for more than 40 years and are manufactured according to the corresponding standards. A1203 shot peening or titanium plasma flame treatment is usually used to coarsen the surface of implants to promote the adhesion between implants and bone. Local use of absorbable alkyl apatite in the surface area (cortex) will also promote the attachment of key parts of the implant to the bone.
(1) Orthodontics. Orthodontics refers to the science of correcting tooth dislocation by mechanical or functional instruments. In order to correct tooth dislocation, external force must be applied through different instruments. The detachable device consists of separate acrylic acid (PMMA) sheets, which are fixed to the patient’s teeth by filamentary elements. The acrylic sheet is separated and applied to the teeth by expanding screw (rotating shaft with left and right threads). In fixing technology, the fixed object (bracket and oral tube) is used to exert force on the teeth through the filamentous original part. Now, except stainless steel, pure titanium is used for fixing and fixing components because of its light weight and high corrosion resistance. For dental arch wires and spring elements, titanium alloy is particularly noticeable because of its lower modulus of elasticity than stainless steel and higher strength than pure titanium. The tensile strength of Beta-type titanium alloy can reach 1300 MPa after cold deformation. The processability of Beta-type alloy is better, and it can even be produced into fine filamentary components. The mechanical properties of cold-worked grade 4 pure titanium are similar to that of beta alloy, so it can replace beta alloy. In addition, Ti-Ni alloy wire shape memory alloy wire has been applied because of its pseudoelasticity, which is based on stress-induced martensitic transformation. (2) Repair. Dental prosthetics refers to the replacement of defective teeth or other parts with prostheses to reproduce the masticatory, aesthetic and pronunciation functions of teeth. As a new material in dental laboratory, the problem of titanium early processing has been solved, and the application of titanium in dental restoration has become more and more successful. Titanium is used not only as ordinary castings, but also as crowns and bridges with ceramics and teeth. Dental precision casting is often used to process titanium parts. For the large structure of fixed implants, the electrochemical properties of cast titanium are comparable to those of industrialized intraosseous implants, which reduces the electrochemical properties and the harm of electrochemical and corrosion effects. In addition, compared with gold-based alloys, titanium has the advantages of economy. Therefore, it is considered to be an ideal material for composite, permanent and removable restorations. Compared with other alloys with cladding ceramics, the thermal expansion coefficient of titanium is very low, so suitable ceramics need to be embedded. The oxidation degree of titanium increases at high temperature, the grain size and microstructure coarsen, and the beta transformation occurs at 882 C. Therefore, the highest calcination temperature of cladding ceramics on titanium surface is 800 C. (3) Dental implantation. Dental implantation refers to the implantation of artificial pillars into the periosteum or bone to reconstruct the masticatory function, aesthetic characteristics and pronunciation function. In modern dental surgery, intraosseous implants are recognized as a method to replace teeth, create permanent dental pillars and stabilize removable dentures. Titanium and titanium alloy dental implants have been used for more than 40 years and are manufactured according to the corresponding standards. A1203 shot peening or titanium plasma flame treatment is usually used to coarsen the surface of implants to promote the adhesion between implants and bone. Local use of absorbable alkyl apatite in the surface area (cortex) will also promote the attachment of key parts of the implant to the bone.