(1) Properties of Titanium
The appearance of titanium is very similar to that of steel. Its density is 4.51 g/cm 3, which is less than 60% of steel. It is the lowest density metal element in refractory metals.
Titanium is very stable in air at room temperature. When heated to 400 – 550 C, a solid oxide film is formed on the surface, which can prevent further oxidation. Titanium has a strong ability to absorb oxygen, nitrogen and hydrogen. This kind of gas is a very harmful impurity to titanium metal, even if its content is very small (0.01%-0.005%) it can seriously affect its mechanical properties.

The mechanical properties of titanium, commonly known as mechanical properties, are closely related to its purity. High purity titanium has excellent machinability, good elongation and section shrinkage, but its strength is low and it is not suitable for structural materials. Industrial pure titanium contains appropriate amount of impurities, has high strength and plasticity, and is suitable for making structural materials.
Among the titanium compounds, titanium dioxide (titanium dioxide) has the most practical value. Ti02 is inert and harmless to human body. It has a series of excellent optical properties. Ti02 is opaque, with high gloss and whiteness, high refractive index and scattering power, strong covering power and good dispersion. The pigment is white powder, commonly known as titanium white, which is widely used.
(2) Application of Titanium
- Application of Titanium and Titanium Alloys
Titanium, a compact metal, has attracted great attention in aviation industry because of its light weight, higher strength than aluminium alloy and its ability to maintain higher strength than aluminium at high temperature. Since the density of titanium is 57% of steel, its specific strength (strength/weight ratio or strength/density ratio) is high, and its corrosion resistance, oxidation resistance and fatigue resistance are strong, three quarters of titanium alloys are used as structural materials represented by Aeronautical Structural alloys, and one fourth is mainly used as corrosion resistant alloys.
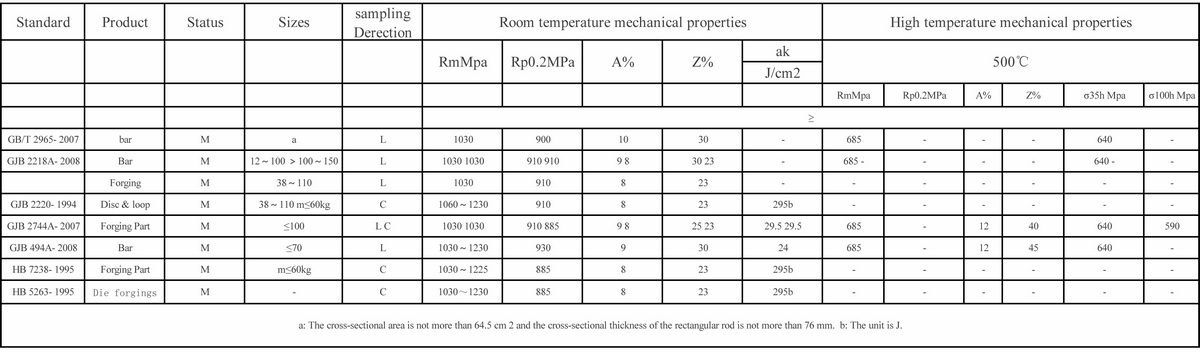
Titanium alloys have low strength and high plasticity, medium strength and high strength, ranging from 200 (low strength) to 1300 (high strength) MPa, but in general, titanium alloys can be regarded as high strength alloys. They have higher strength than aluminium alloys considered to be medium strength, and can completely replace some types of steel in strength. Compared with the rapid decrease of strength of aluminium alloys at temperatures above 150 C, some titanium alloys still maintain good strength at 600 C.
In addition to strength, titanium alloys with heat resistance, corrosion resistance, low temperature and special functions (such as TiNi shape memory alloys, TiFe hydrogen storage alloys) can also be divided into several types according to their phase composition, such as alpha, alpha+beta and beta, and nearly alpha, metastable, etc. Up to now, more than 100 kinds of alloy brands have been put into production, and only 10 kinds have been widely used in industry. Among them, Ti-6Al-4V, which is used as structural alloy, accounts for 60% of the total sales market of titanium alloys and occupies the leading position, followed by Ti-5Al-2.5Sn, whose long-term working temperature can reach 500 C (strength 780-980 MPa).
However, there are two main factors that prevent this resource-rich element from becoming a common metal. The first is cost. According to the market price in the United States, $8-12 per pound (1 pound = 0.45 kg) of titanium ingots, $1.00-1.30 per pound of aluminium ingots and $0.20-0.40 per pound of carbon steel. But the main factor is that titanium itself is very active and difficult to deal with. The atmosphere in the furnace must be strictly controlled and the welding should be carried out in inert atmosphere. Titanium metal has high activity, low thermal conductivity, high deformation resistance and poor plasticity at room temperature. It is not only easy to bond with the die in the deformation process, but also has the tendency to bond the tool and abrasive to the hot machined surface, which makes the manufacturing of standard structural parts produce a large number of scrap titanium chips, namely the so-called residual titanium. In general, 70% of the residual titanium can be produced by forging titanium ingots, sometimes up to 90%.
In order to reduce the burden caused by excessive cost, on the one hand, the remnant titanium treatment process has been developed, on the other hand, near net forming, superplastic forming, precision casting and powder metallurgy, as well as hot isostatic pressing and diffusion bonding have been developed. For example, the powder metallurgical products processed by powder making, forming, sintering or hot isostatic pressing consolidation method are near net forming parts. The material utilization rate is as high as 80%, which not only reduces the material consumption, but also significantly reduces the cutting amount. Another example is the application of large thin-wall precision casting technology in titanium alloy, which makes the properties of titanium castings close to that of titanium forgings and reduces the cost by about 50%.
Titanium and titanium alloys are mainly consumed in the aviation industry. In the 1980s, titanium used in American aviation industry accounted for 74.8% of the total titanium consumption. Russia, Britain and other countries were also mainly used in aviation industry. 90% of titanium used in Japan was used in civil industry. In recent years, the application of titanium materials in non-aerospace industry has been increasing, and aerospace is still in the leading position. Titanium has been used as engine cabin and partition for Douglas DC-7 since 1952. Titanium alloys have been used in many aircraft structures up to now. Titanium components play a key role in Boeing 757, supersonic SR-71 Blackbird, F-22 jet fighter, space satellite and missile. For example, the fan discs and engine blades in the aircraft are all made of titanium castings and forgings.
The second application area of titanium is related to the use of its corrosion resistance. Among them, the largest amount is used as electrode material for chlor-alkali production. The service life of titanium anode is 10 times longer than that of graphite anode, which increases the productivity by nearly one time and saves 15% of electricity. Annual production of 10,000 tons of caustic sodium, about 5 tons of titanium.
In the shipping industry, titanium has been glorious in the past. Each of the 6-7 3,000-ton nuclear submarines manufactured by the former Soviet Union uses 560 tons of titanium (its Alpha-class submarines use more than 908 tons of titanium). In recent years, titanium has shown tremendous power in offshore oil and gas exploration and development. During 1997-1999 alone, Europe invested US$15 billion in North Sea oil and gas development to build 21 suspended production vessels and 64 platforms. The life safety system of a new platform needs 50-500 tons of titanium, the wedge-shaped stress joint needs 50-100 tons of titanium, the telescopic lifts need 400-1200 tons of titanium, and the fixed lifts need 1400-4200 tons of titanium.
In the energy industry, titanium has been known to be used as condenser and heat exchanger for power generation. In recent years, titanium has also developed greatly in the geothermal development of geothermal wells, fully demonstrating its anti-corrosion ability. In the high temperature corrosive environment of geothermal brine, as a power steam turbine, other materials have to be replaced by titanium because of their short life. The advantage of using titanium is that it can improve the productivity of heat recovery and the life of geothermal wells. In the 1990s, a geothermal well was drilled in Salton Sea, Southern California, where the temperature was as high as 300 C. Ti-6Al-4V-0.1Ru alloy was used for hot rolling 227 tons seamless. It is estimated that the amount of titanium used for geothermal development worldwide may reach 2400 tons in the next decade. If the Yangbajing Hydropower Station in Tibet is made of titanium, its appearance will be greatly improved.
Ti-6Al-4VELI, Ti-3Al-2.5V, Ti-6Al-4V-0.1Ru, Ti-3Al-2.5V-0.1Ru and Ti-38644 (Ti-3Al-8V-6Cr-4Zr-4Mo) alloys are mainly used in offshore oil and gas drilling and geothermal development. Ti-5111 (Ti-5Al-1Sn-1Zr-1V-0.8Mo) alloy is used for marine fasteners. In order to meet the needs of marine engineering, Ti75, Ti31 and Ti631 alloys have also been developed in China.
According to statistics, the amount of titanium used in a 200,000 kilowatt thermal power unit is 90 tons, and that used in a nuclear power plant is 80-100 tons. It can be seen that the amount of titanium used in energy and corrosion should not be ignored.
Golf, biomaterials and automobile manufacturing are three promising new applications of titanium.
In the field of sports and leisure, the increase of golf gear consumption is quite dramatic. Titanium has not entered this field in 1993, and in 1997, the amount of Titanium used increased to 4000 tons. The reason is that using titanium as a bat has high strength, light texture, and an average hitting distance of 20-30 yards (1 yard = 0.9144 meters) or 15%. The advent of titanium bats added 448 new stadiums to the United States in 1998. The number of players reached 25 million (nearly half the world’s). Only 500 bats were sold in 1994, up from 190,000 in 1995 to 1.72 million in 1997. Titanium has great potential in the field of leisure sports, such as skiing, sledding, ice axe, claw and other climbing facilities.
Titanium has excellent biocompatibility, low coefficient of expansion, high durability and non-magnetic properties, and is an excellent bone support material. As an implant, the hip joint weighs about half as much as stainless steel, and the bone tissue can be directly adhered to the titanium implant as it grows. Titanium alloys are also used in knee joint and denture reconstruction. According to statistics, the annual amount of titanium used for medical implants in the world is between 600-1000 tons. In addition to Ti-6Al-4VELI (ultra-low interstitial oxygen), titanium alloys such as Timetal 21SRx (Ti-2.75Nb-15.2Mo-0.34Fe-0.18Si-0.250), Timetal 21S (Ti-2.9Nb-14-9Mo-0.09Fe-2.9Al-0.22Si-0.140) and Ti-6Al-7Nb were developed.
With the development of low-cost titanium production and titanium powder processing technology, it is possible to extend the application of titanium to the automotive industry. Springs made of titanium have been used in Formula One racing cars, racing motorcycles and the most advanced Ferrari cars. It is estimated that it will soon be used in engine valves, connecting rods, suspension springs, exhaust systems and fasteners of light vehicles. It is estimated that titanium will enter the automotive market from Japan and the United States. The United States can produce 16 million cars and light trucks annually. Honda Corporation of Japan has advanced the use of titanium valves in Altezza family cars in the second half of 1998.
- Application of titanium dioxide
Titanium dioxide is mainly used in coatings, plastics, papermaking, synthetic fibers, printing ink, rubber, enamel, etc., which is inferior to other white coatings. Titanium sol composed of ultrafine titanium dioxide, water and organic solvents has become an independent new variety, which is applied to cosmetics, lens surface finishing agents, ink and paint additives, and its application field is still expanding. The United States is the largest producer and consumer of titanium dioxide in the world. Its output in 1998 was 1.36 million tons, its apparent consumption was 1.13 million tons, and its output value was as high as $3 billion. China’s output and consumption are much smaller. The consumption of titanium dioxide in the United States is 50% for pigments, paints and varnishes, 23% for paper making, 23% for plastics and 9% for other purposes.
- Other applications
TiFe made from ilmenite concentrate is used as deoxidizer and stabilizer in the manufacture of stainless steel. The performance of TiFe hydrogen storage anode is different from that of rare earth hydrogen storage material in the manufacture of hydrogen storage battery, but the cost is relatively low. TiFe hydrogen storage anode will compete with rare earth in hydrogen storage, transportation, catalysis and fuel cell. Ti-Ni shape memory alloy is an indispensable high-tech material for medical and military applications. As for the functional materials of electronic ceramics, such as barium titanate, strontium titanate, titanium compound catalyst, organic titanium heat-resistant paint and titanium epoxy paint, there are numerous applications.